
Biomasse gilt als Multitalent und kann aus nachwachsenden Rohstoffen Wärme, Strom und Kraftstoffe bereitstellen. Besonders ersteres erfreut sich bei Bauherren großer Beliebtheit. Die hierfür erforderliche Verbrennung ist genau betrachtet eine unter Flammenbildung verlaufende chemische Reaktion – Oxidation – von Stoffen. Bei der Verbrennung von Holz verbindet sich Sauerstoff aus der Luft mit dem Kohlenstoff und Wasserstoff aus dem Holz. Dabei wird Energie in Form von Wärme und Licht frei. Bei einer optimalen Verbrennung entstehen hauptsächlich Kohlendioxid (CO2), Asche und Wasser.
In der Praxis wird die optimale Verbrennung der Anlagen häufig durch diverse Faktoren erschwert und so ein umweltschonender und wirtschaftlicher Betrieb verhindert. Gründe sind etwa veraltete- oder überdimensionierte Heizkessel, unsachgemäße Nutzung, wechselnde Brennstoffqualität sowie thermische Schwankungen in der Abgasanlage. Solche störenden Einflüsse reduzieren den Wirkungsgrad der Anlagen und erhöhen u. a. den Ausstoß von Schadstoffemissionen, wie Feinstaub.
Neues Abgasbehandlungssystem zur Feinstaubreduzierung
Um die Umweltbelastung bestmöglich zu reduzieren gilt es, hierfür Lösungen zu finden, die leicht und unkompliziert einsetzbar sind. Hohes Potenzial verspricht hier eine Erfindung der Gruppe Verbrennungs- und Umweltschutztechnik des Fraunhofer-Instituts für Bauphysik IBP aus Stuttgart unter der Leitung von Dr.-Ing. Mohammad Aleysa. Ihr Projekt beschäftigte sich mit der Entwicklung und Erprobung eines innovativen Abgasbehandlungssystems für den Einsatz in automatischen und handbeschickten Heizkesseln entsprechend der 1. Bundesimmissionsschutzverordnung (BImSchV).
In enger Kooperation mit dem Abgastechnikhersteller Kutzner + Weber aus Maisach entstand auf Basis der Ergebnisse das Abgasbehandlungssystem Cyclojekt, welches die Abscheideprinzipien der Elektro-, Nass- und Fliehkraftabscheidung vereint sowie eine Abgasrückführung integriert. Deshalb ist der treffendste Begriff für die Entwicklung Kombinationsabscheider, auch wenn er oft noch Zyklonabscheider genannt wird. Dabei werden nicht nur die unabhängigen Staubabscheider hintereinandergeschaltet, sondern die technischen Besonderheiten jedes Abscheideprinzips sinnvoll genutzt.
Das System überzeugt mit Abscheidegraden von bis zu 90 %. Es ist für die trockene sowie feuchte Betriebsweise geeignet und kann unabhängig von der Verbrennungstechnik eingesetzt werden. Durch die kompakte Bauweise und vielfältige Aufbaukonstellationen lässt es sich einfach an bestehende Biomassefeuerungen und Neuinstallationen anpassen. Die Handhabung sowie Reinigung überzeugen auch bei Wartungsarbeiten.
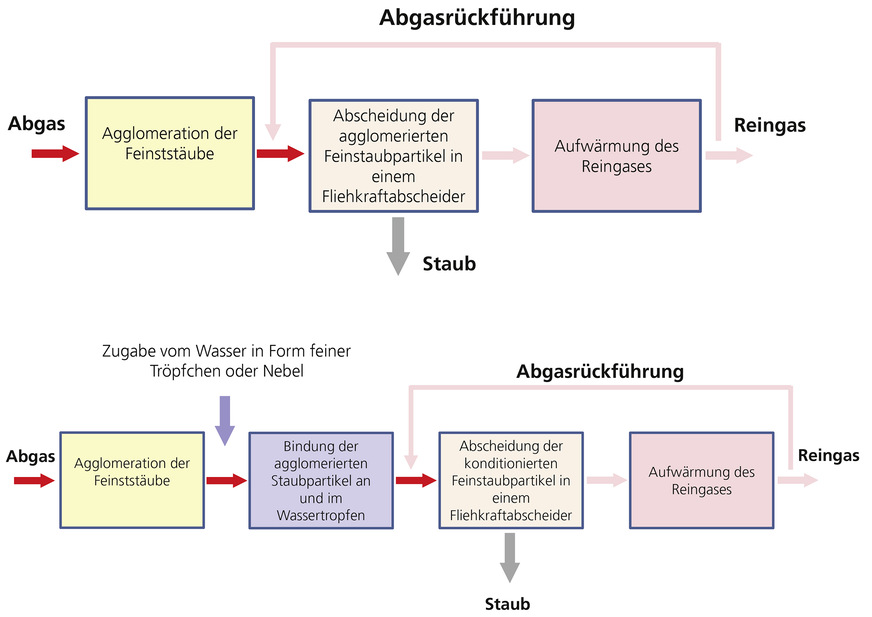
Bild: Fraunhofer-Institut (IBP)
Kombination aus der elektrostatischen Partikelabscheidung und dem Massenkraftabscheider
Die Zusammenarbeit zwischen Institut und Hersteller führte bereits im Jahr 2019 zu einer bauaufsichtlichen Zulassung durch das Deutsche Institut für Bautechnik (DIBt) und hilft inzwischen zahlreichen Kunden bei der Einhaltung der Staubemissionswerte.
Der Kombinationsabscheider Cyclojekt entfernt sowohl feine und ultrafeine als auch gröbere Partikel aus den Rauchgasen. Kombiniert wird dafür das bewährte System der elektrostatischen Partikelabscheidung mit einem Massenkraftabscheider, hier einem Zyklon. Zunächst durchläuft das Rauchgas eine Aufladestrecke. Sie führt durch eine Ionisationskammer, in der die Partikel elektrisch geladen werden. Dadurch verbinden sie sich zu „größeren“ Partikeln, fachlich auch als Agglomeration bezeichnet.
Bei feuchter Betriebsweise werden die agglomerierten Staubpartikel zusätzlich mit feinen Wassertropfen beladen. Je nach Wassertropfengröße werden die elektrisch geladenen Staubpartikel an oder im Wassertropfen gebunden und dadurch schwerer. Im nachgeschalteten Fliehkraftabscheider bzw. Zyklon werden dann die agglomerierten Staubpartikel in eine separate Sammeltonne abgeschieden. Unterstützt wird dies durch ein Saug-Zug-Gebläse, das sich oberhalb des Zyklons befindet.
Im nächsten Schritt ist angedacht, den Teilstrom des Rauchgases aus dem Hauptstrom zu entnehmen und direkt vor dem Zyklon zurückzuführen. Dadurch würde unabhängig von der gefahrenen Kesselleistung eine konstante Abgasströmungsgeschwindigkeit im Zyklon generiert und eine optimale Abscheideleistung erreicht.
Deutlich höhere Abscheideleistung von Feinstaubpartikeln
Im Gegensatz zu Anwendungen mit einem einzigen Abscheideprinzip erreicht diese Art der Rauchgasbehandlung eine deutlich höhere Abscheideleistung vor allem von Feinstaubpartikeln im Nanometerbereich. Durch den Kombinationsabscheider reduziert sich ein Mitreißen der abgeschiedenen Staubpartikel in die Atmosphäre aufgrund der nachgeschalteten Fliehkraftabscheider deutlich.
Ferner überzeugt die automatische und kontinuierliche Reinigung der Niederschlagsfläche durch die Wasserdüse. Sie ermöglicht einen stabilen Betrieb und eine kontinuierlich hohe Abscheideleistung. Reinigungs- und Wartungsarbeiten werden dadurch erheblich reduziert. Entscheidend ist zudem die Gewährleistung der ununterbrochenen Abscheidung des Staubes. Falls Betriebsstörungen im Ionisationsprozess auftreten, übernehmen die parallel eingeschalteten Flieh- und Nassabscheider.
Überdies erfolgt ein automatischer Abtransport der gesammelten Stäube. Sie werden in eine separate Containerbox geleitet und entsorgt, ohne dass das System auseinander gebaut werden muss. Darüber hinaus ist durch die Trennung der Staubsammelzone und der Abgasströmung ein mögliches Mitreißen des abgeschiedenen Staubs ausgeschlossen.
In doppelter Funktion agiert darüber hinaus der eingebaute Bypass. Er sichert bei Stromausfall den Abtransport der Rauchgase, verhindert einen Stau und eventuelles Eindringen in den Aufstellraum. Außerdem bietet das System im ausgeschalteten Zustand keinen Widerstand und stört den Rauchgasfluss nicht.
Hocheffiziente Rauchgasbehandlungstechnologie
„Der Einsatz von Rauchgasbehandlungstechnologien bzw. Staubabscheidern im häuslichen Bereich hängt nicht nur von den gesetzlichen und rechtlichen Anforderungen, sondern vielmehr von den Anschaffungs-, Installations- und Betriebskosten sowie von der Handhabung im Praxisbetrieb ab“, erklärt Aleysa. „Dennoch sind Sekundärmaßnahmen zur Minderung von Feinstaubemissionen im Praxisbetrieb zwecks dauerhafter Einhaltung der Emissionsanforderungen der 1. BImSchV bei der Verbrennung von vielen biogenen Brennstoffen bzw. Biomasse mit niedriger Qualität unverzichtbar.“
Aufgrund der Energiewende und zur Ressourcenschonung hochqualitativer Hölzer gewinnen solche Systeme zukünftig zunehmend an Bedeutung. „Obwohl viele Heizkessel im Prüflabor sehr geringe Staubkonzentrationen zeigen, weisen diese im Praxisbetrieb über längere Zeit meist erhöhte Feinstaubemissionen auf“, versichert Aleysa.
Gründe dafür seien in den unterschiedlichen Betriebs- und Rahmenbedingungen sowie in der Qualität der Bedienung bzw. des Brennstoffs zu suchen. Es sollten daher gut entwickelte und hocheffiziente Verbrennungs- bzw. Rauchgasbehandlungstechnologien eingesetzt werden, um die ökologischen und ökonomischen Vorteile der thermischen Verwertung von Biomasse zur dezentralen Energieversorgung im Haushalt zu nutzen.
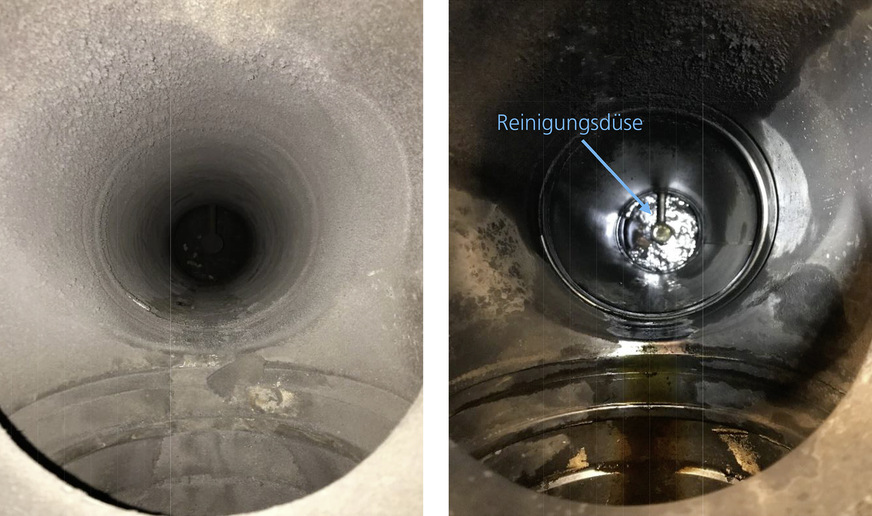
Bild: Fraunhofer-Institut (IBP)
Fazit
Feinstaub ist gesundheitlich relevant und kann zum Erwärmungseffekt der Atmosphäre beitragen. Um die Vorteile der Biomasse weiterhin im Sinne der Energiewende nutzen zu können, ist der Einsatz von Rauchgasbehandlungstechnologien in Zukunft sinnvoll.
Mit dem Kombinationsabscheider Cyclojekt gibt es ein patentiertes und zugelassenes Rauchgasreinigungssystem für Biomasseanlagen, dessen Investition sich für die Nachrüstung im Bestand und bei Neuinstallationen aus wirtschaftlichen und umweltschonenden Aspekten rentiert. Dies bestätigt die Forschung des Fraunhofer IBP.
Info
Neuartiger Kombinationsabscheider

Bild: Kutzner + Weber
Die Serie Cyclojekt von Kutzner + Weber eignet sich für alle Wärmeerzeuger mit festen Brennstoffen und wird durch das BAFA gefördert. Verfügbar sind zwei Modelle in den Leistungsklassen bis 160 kW sowie bis 320 kW. Die Leistungsaufnahme ist aufgrund einer effizienten Gestaltung des Zyklongebläses gering und lässt sich mit der des Kesselgebläses für den jeweiligen Leistungsbereich vergleichen.
Die Abscheider bestehen aus einer Einheit inklusive einem Aschecontainer mit 60 l Inhalt (120 l Wechsel-Aschetonne optional) und sind aus hochwertigem Edelstahl der Werkstoff-Nr. 1.4571/1.4404. Mit
der Aufstellfläche von 1 m² (bis 160 kW) und ca. 2,2 m² (bis 320 kW) sind die Systeme sehr platzsparend. Je nach Anforderung und Situation vor Ort bieten sich mehrere Installationsmöglichkeiten und somit eine hohe Flexibilität. Der Hersteller bietet zudem ganzheitliche professionelle Unterstützung bei der Planung, Umsetzung und der Inbetriebnahme.
Dieser Artikel ist eine Überarbeitung des Artikels „Kombination für saubere Abgase“ von Tim Baranowski, erschienen in SBZ 14-2020.
Lesen Sie auch:
Klimaneutral golfen
Machen Wärmepumpen in Bestandsgebäuden Sinn?





